


螺旋焊接鋼管作為輸水、輸油、天然氣管道使用的時(shí)候要優(yōu)于直縫焊接鋼管。在價(jià)格方面螺旋焊接鋼管采用檢尺銷(xiāo)售、直縫焊接鋼管采用過(guò)磅銷(xiāo)售,螺旋焊接鋼管理論噸位價(jià)格要比直縫焊接鋼管實(shí)際噸位便宜。
螺旋鋼管是以帶鋼卷板為原材料,經(jīng)常溫?cái)D壓成型,以自動(dòng)雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。
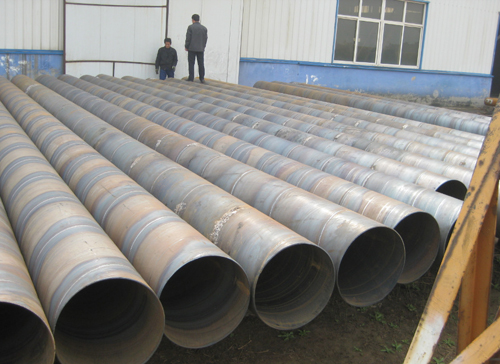
螺旋鋼管主要工藝優(yōu)勢(shì):
a. 成型過(guò)程中,鋼板變形均勻,殘余應(yīng)力小,表面不產(chǎn)生劃傷。加工的螺旋鋼管在直徑和壁厚的尺寸規(guī)格范圍上有更大的靈活性,尤其在生產(chǎn)高鋼級(jí)厚壁管,特別是中小口徑厚壁管方面具有其他工藝無(wú)法比擬的優(yōu)勢(shì), 可滿足用戶在螺旋鋼管規(guī)格方面更多的要求。
b. 采用先進(jìn)的雙面埋弧焊的工藝,可在最佳位置實(shí)現(xiàn)焊接,不易出現(xiàn)錯(cuò)邊、焊偏和未焊透等缺陷,容易控制焊接質(zhì)量。
c. 對(duì)鋼管進(jìn)行100%的質(zhì)量檢查,使鋼管生產(chǎn)的全過(guò)程均在有效的檢測(cè)、監(jiān)控之下,有效地保證了產(chǎn)品質(zhì)量。
d. 整條生產(chǎn)線的全部設(shè)備具備與計(jì)算機(jī)數(shù)據(jù)采集系統(tǒng)聯(lián)網(wǎng)的功能,實(shí)現(xiàn)數(shù)據(jù)即時(shí)傳輸,由中央控制室對(duì)生產(chǎn)過(guò)程中的技術(shù)參數(shù)。
直縫焊接鋼管是焊縫與鋼管縱向平行的鋼管。通常分為公制電焊鋼管、電焊薄壁管、變壓器冷卻油管等等。直縫焊管生產(chǎn)工藝簡(jiǎn)單,生產(chǎn)效率高,成本低,發(fā)展較快。螺旋焊接鋼管的強(qiáng)度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長(zhǎng)度的直縫管相比,焊縫長(zhǎng)度增加30~100%,而且生產(chǎn)速度較低。

 微信聯(lián)系
微信聯(lián)系






